高碳高铬双金属复层耐磨板
采用全自动明弧焊工艺,实现耐磨层与基板的冶金结合,专为重工业强冲刷、高应力磨损工况定制。
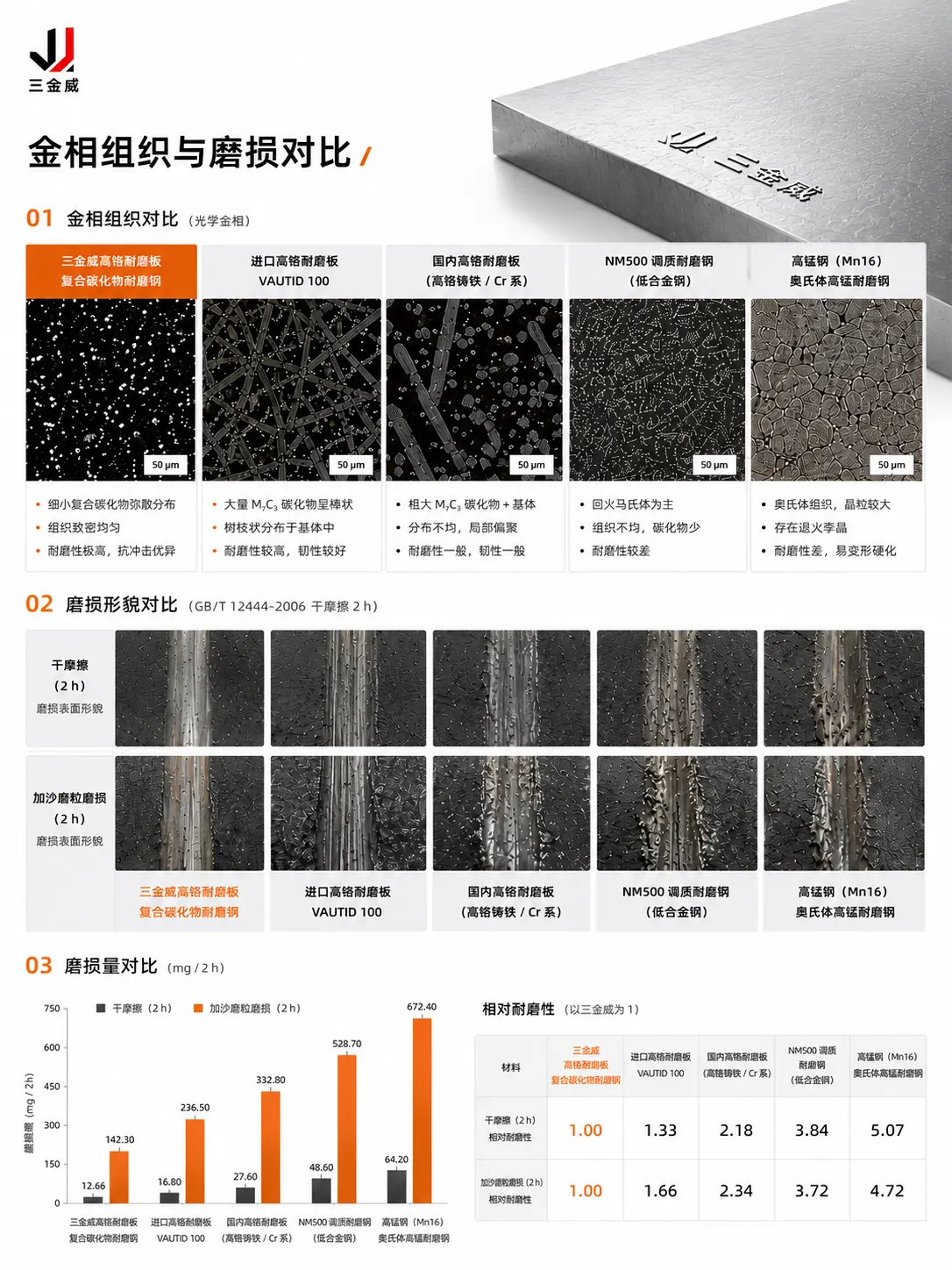
六大优势决定耐磨板的实际服役表现
超高铬合金
铬含量 20–30%,远超常规钢板。
极致抗冲击
碳化物占比超 50%,抗冲击表现优于高锰钢。
均匀高硬度
硬度 HRC 58–65,全板分布均匀无软点。
耐高温防腐
500–600℃ 高温下依然保持耐磨性能。
微误差控制
耐磨层厚度 3–20mm,公差严控在 0–0.5mm。
易加工拼装
支持切割、卷曲、打孔与焊接,现场替换便捷。
常用复合厚度与规格明细
支持按图定制。
适用于高磨粒磨损环境。
1400×1900
2900×1350
可根据加工与运输条件调整。
DB01-DB08 耐磨板牌号与适用工况
覆盖常温、高温、强冲击和大角度冲蚀等典型磨损环境,便于根据工况强度、服役温度和耐磨要求快速匹配耐磨层方案。
用于轻微冲击条件下的低应力磨粒磨损,或小角度(≤45°)冲蚀磨损工况。
- 化学
- C 1.8-3.0 / Cr 10-20 / Si 3.0-4.0 / B+ / 其它 3.0
- 金相
- 金属碳硼化合物 + 合金马氏体 + 共晶相
用于低应力磨粒磨损及小角度(≤30°)冲蚀磨损工况。
- 化学
- C 2.0-4.0 / Cr 12-22 / Si 3.0-4.0 / B+ / 其它 5.0
- 金相
- 金属碳硼化合物 + 共晶相
用于中等以下冲击条件下的磨粒磨损、高应力碾压式磨损及较大角度(≤60°)冲蚀磨损。
- 化学
- C 2.0-4.0 / Cr 16-22 / Si 3.0-4.0 / B+ / 其它 8.0
- 金相
- 马氏体 + 一次析出相-金属碳硼化合物
用于低应力磨粒磨损、高温磨粒磨损及小角度(≤30°)冲蚀磨损,工作温度可达 700℃。
- 化学
- C 1.0-5.0 / Cr 13-21 / Si 3.0-4.0 / B+ / 其它 10-18
- 金相
- 金属碳硼化合物 + 共晶相
用于低应力磨粒磨损、高温磨粒磨损及小角度(≤30°)冲蚀磨损,工作温度可达 1000℃。
- 化学
- C 1.0-3.0 / Cr 15-22 / B+ / 其它 15-20
- 金相
- 共晶莱氏体 + 复杂金属碳硼化合物
用于中等以下冲击条件的磨粒磨损、高温磨粒磨损及较大角度(≤60°)冲蚀磨损,工作温度可达 800℃。
- 化学
- C 1.0-3.5 / Cr 14-22 / B+ / 其它 15-18
- 金相
- 合金奥氏体 + 复杂金属碳硼化合物
用于强冲击磨损及大角度(≤90°)冲蚀磨损工况。
- 化学
- C 0.4 / Cr 13-16 / Mn 13-17 / 其它 4.0
- 金相
- 纯奥氏体
用于较大冲击的磨粒磨损、凿削式磨损及大角度(≤75°)冲蚀磨损,工作温度可达 450℃。
- 化学
- C 1.1-1.5 / Cr 4.0-5.0 / 其它 8.0-10
- 金相
- 合金奥氏体 + 少量马氏体
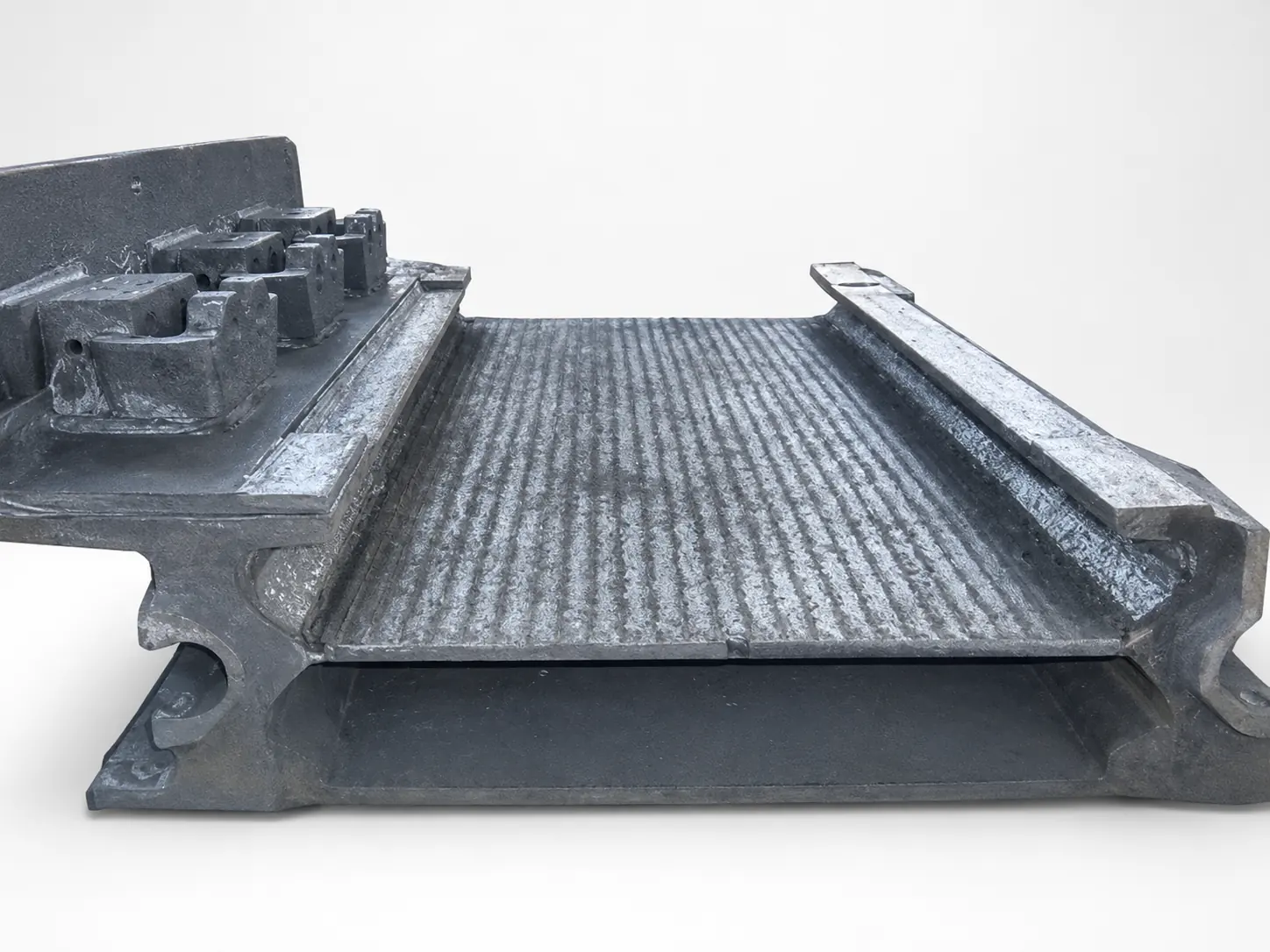
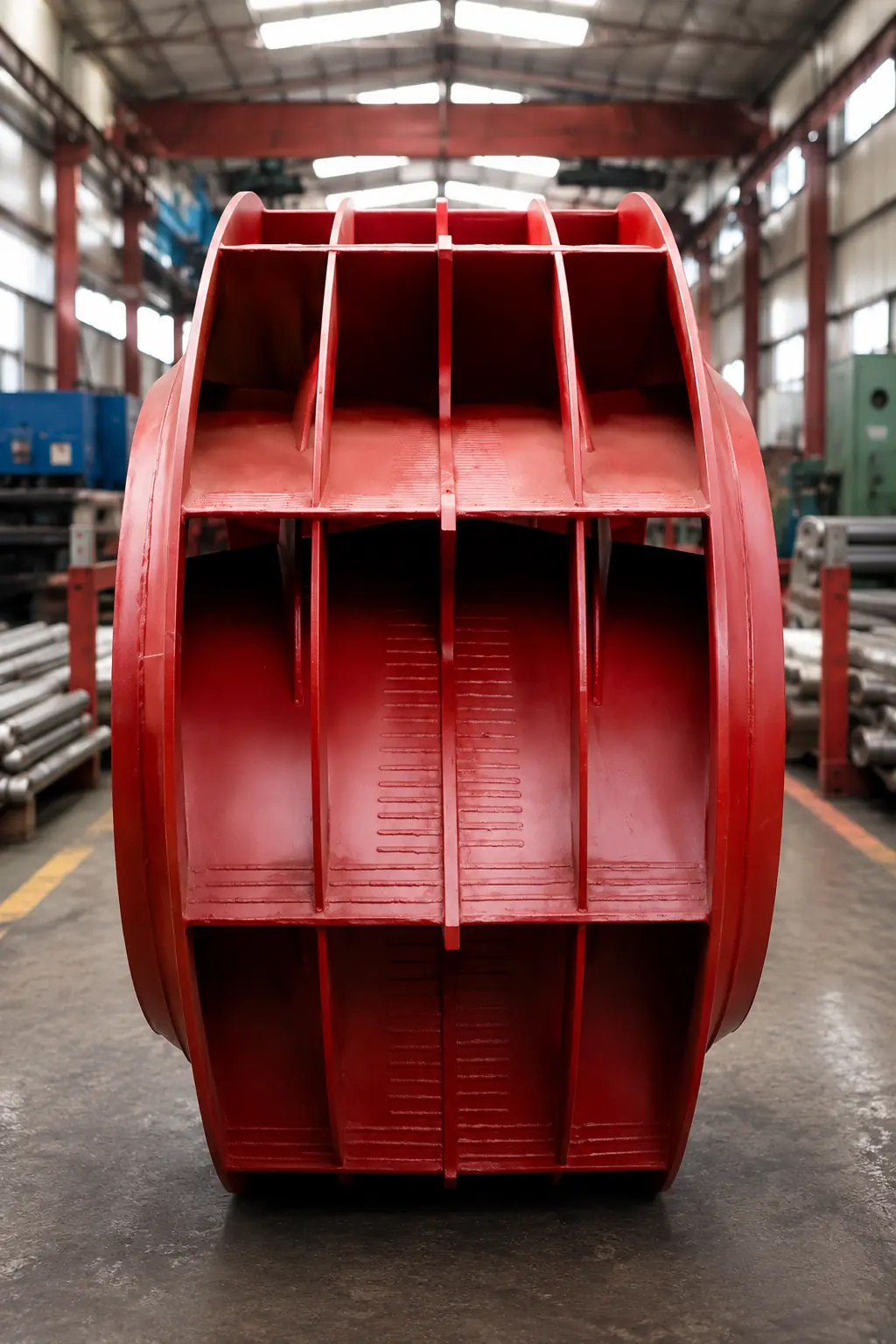
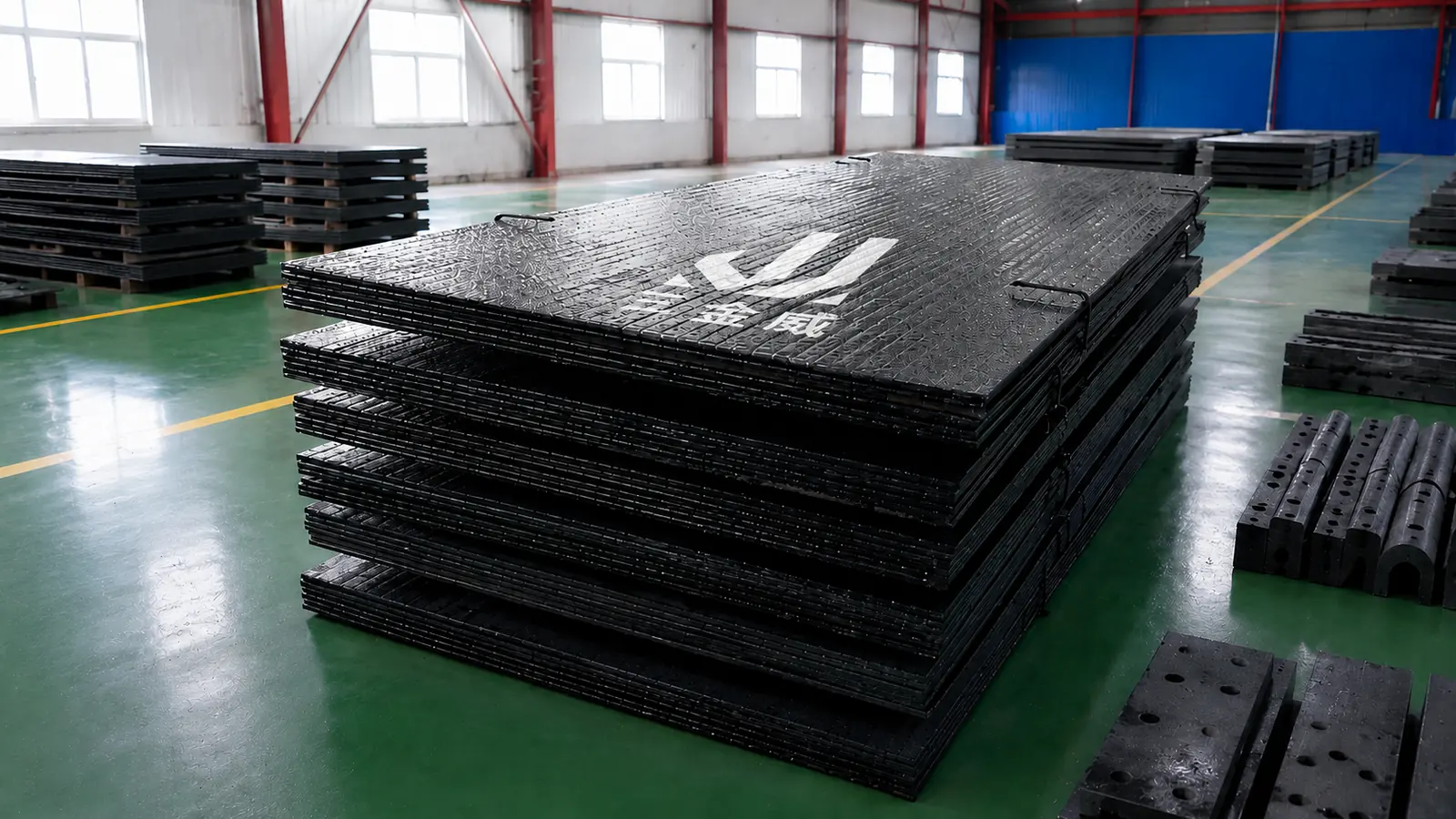
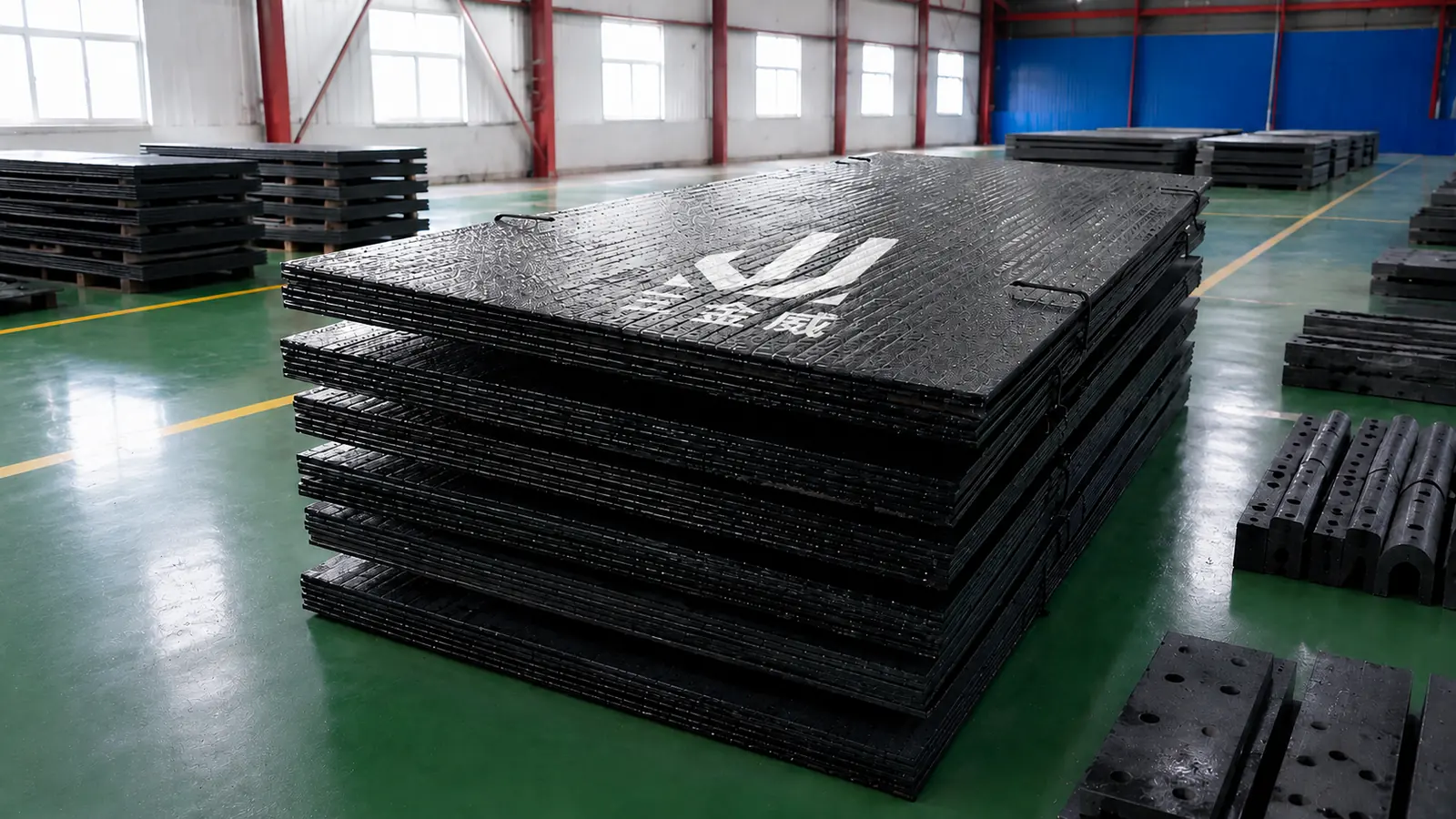
耐磨板与加工产品实物展示
按客户更容易理解的方式拆成两类:先看板材本体,再看耐磨板加工成的溜槽、箱体、抓斗等成品。
耐磨板照片



耐磨板加工产品照片






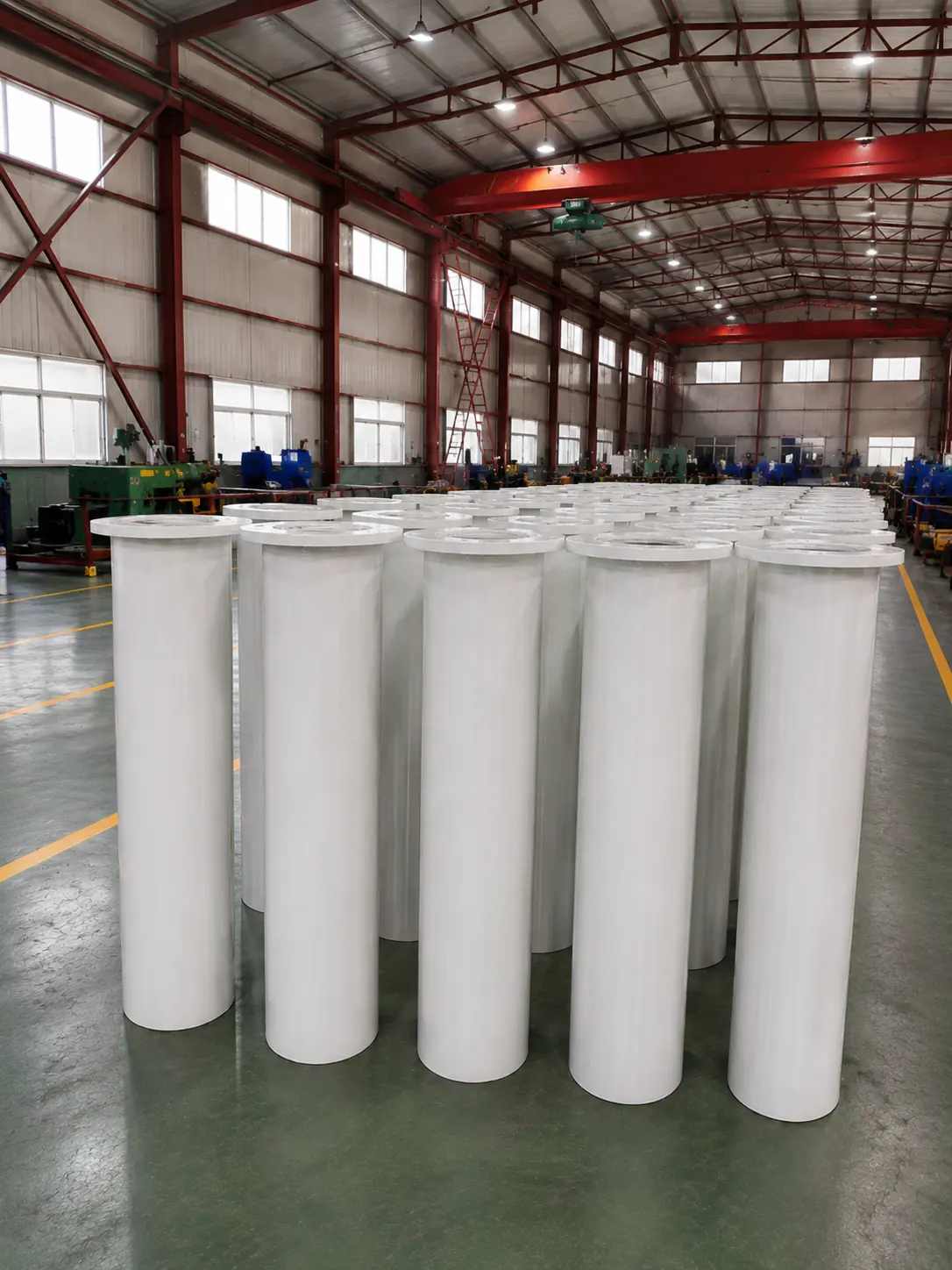
特种耐磨管系统:双金属复合耐磨管道
外层采用高韧性钢管,内壁明弧全自动整体堆焊高铬合金,适合大块物料强冲击、高压输送和复杂转弯磨损工况;内壁铬含量 20–30%,厚度均匀,冶金结合层降低内衬脱落风险。
耐磨管成品与加工实拍
耐磨管成品照片






加工与定制件照片




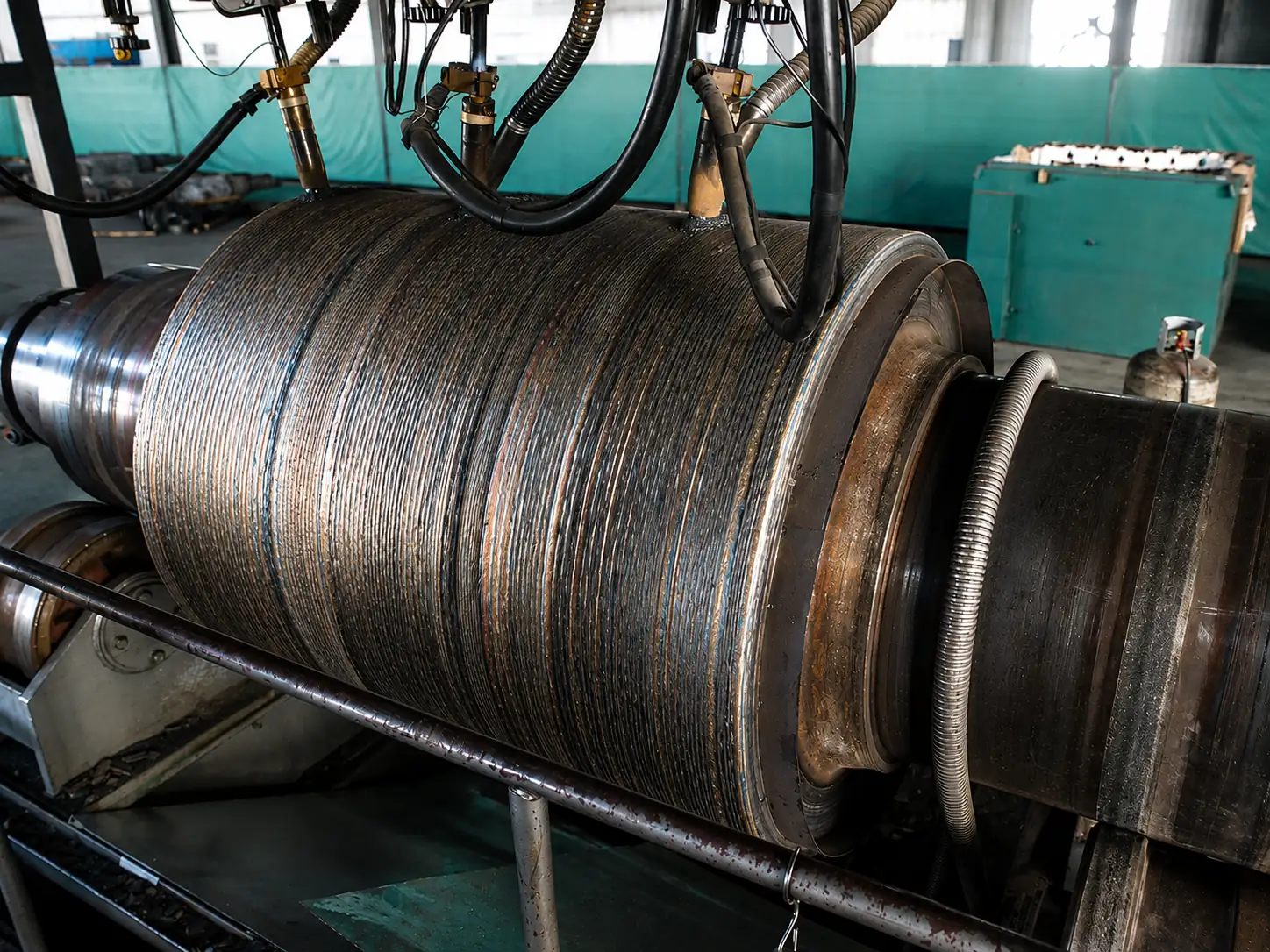
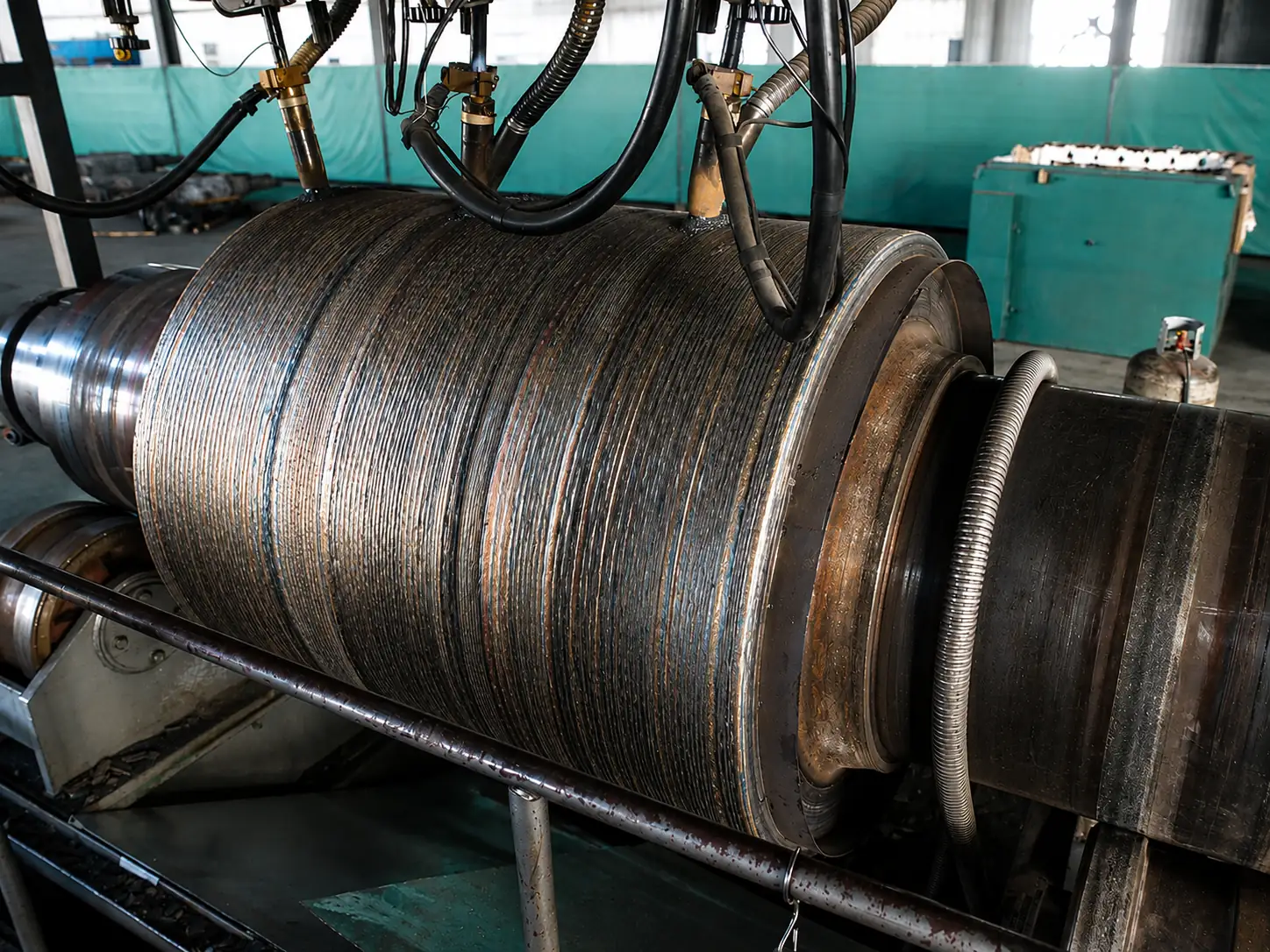
磨辊衬瓦再制造方案
面向立磨、辊压机等高磨损设备,提供高铬复合堆焊磨辊与合金柱钉堆焊磨辊两类方案。根据物料硬度、冲击强度和磨损部位进行选型设计,帮助客户延长设备运行周期,减少停机检修和备件更换成本。






合金柱钉辊
采用高纯度碳化钨柱钉与专用堆焊层复合结构,在磨损带形成高硬度骨架。柱钉承担抗冲击和抗剥落作用,堆焊层提供连续耐磨保护,适合高磨损、高载荷和异物冲击工况。
- 柱钉骨架支撑,辊面完整性更好。
- 局部磨损后可补焊栽钉。
- 后期修复耗材少,维护成本更低。

高铬复合堆焊辊
采用自动堆焊设备与高铬合金耐磨材料,在辊面形成稳定耐磨层。通过低硼控制、受控微裂纹和尺寸修复管理,兼顾耐磨性、抗剥落性和可重复修复能力。
- 表面硬度 HRC ≥60。
- B≤0.35%,降低起鼓和剥落风险。
- 修复后径向偏差控制在 ±2mm 内。
堆焊
镶焊
NbC、Cr7C3、VC、MoC 等
TiC、NbC、Cr7C3、VC、MoC 等
支持在线或离线堆焊修复
支持局部补焊与复合修复
按物料、压力和磨损带判断
按载荷、异物冲击和磨损量判断
电力、水泥、常规修复
极端磨损、高压立磨、水泥、矿山
磨辊堆焊成品与修复现场
磨辊、辊套及磨盘衬瓦的堆焊修复实物,覆盖现场加工、修复整理与成品交付状态,直观呈现三金威的再制造能力。
磨辊堆焊成品



磨辊堆焊修复现场




特种耐磨药芯焊丝系列
自主核心配方,面向低应力磨粒磨损、高应力碾压磨损、高温磨粒磨损和强冲击磨损提供堆焊解决方案。明弧/自保电弧稳定,层间结合力高,飞溅率低,渣壳覆盖均匀。
四类典型工况,匹配 7 款耐磨药芯焊丝
三金威耐磨药芯焊丝按磨损机理进行选型,覆盖低应力磨粒磨损、高应力碾压磨损、高温磨粒磨损和强冲击磨损等典型工况,适用于耐磨堆焊、设备修复、磨辊修复及复合耐磨板制造。
抗低应力磨粒磨损
适用于泥沙、细颗粒、小能量、小角度冲蚀等磨损工况。根据耐磨要求和温度条件,可选 D-01、D-02、D-03。
代表型号:D-01 / D-02 / D-03 典型应用:洗煤溜槽、刮板输送机中部槽、混凝土搅拌叶片、矿料输送设备抗高应力碾压磨损
适用于磨粒在较高接触压力下被压入金属表面的工况,常见于大颗粒、高压力、较大角度冲蚀环境。
代表型号:G-03 典型应用:粉煤机锤头、磨辊、衬瓦、挖掘机斗齿、对辊破碎机抗高温磨粒磨损
适用于高温环境下的磨粒磨损工况。不同型号可匹配高温、细颗粒、小能量冲蚀,以及兼具一定冲击的高温磨损部位。
代表型号:H-01 / H-03 典型应用:出焦滑道、篦板、高炉料钟、旋转布料溜槽、水泥高温磨损部件抗强冲击磨损
适用于承受强烈冲击载荷的工作表面,也可作为硬面堆焊前的过渡层使用,提升堆焊层整体韧性和抗裂能力。
代表型号:Q-02 典型应用:破碎机锤头、颚板、衬板、大型挖掘机底盘部件、强冲击磨损修复部位生产过程实拍图

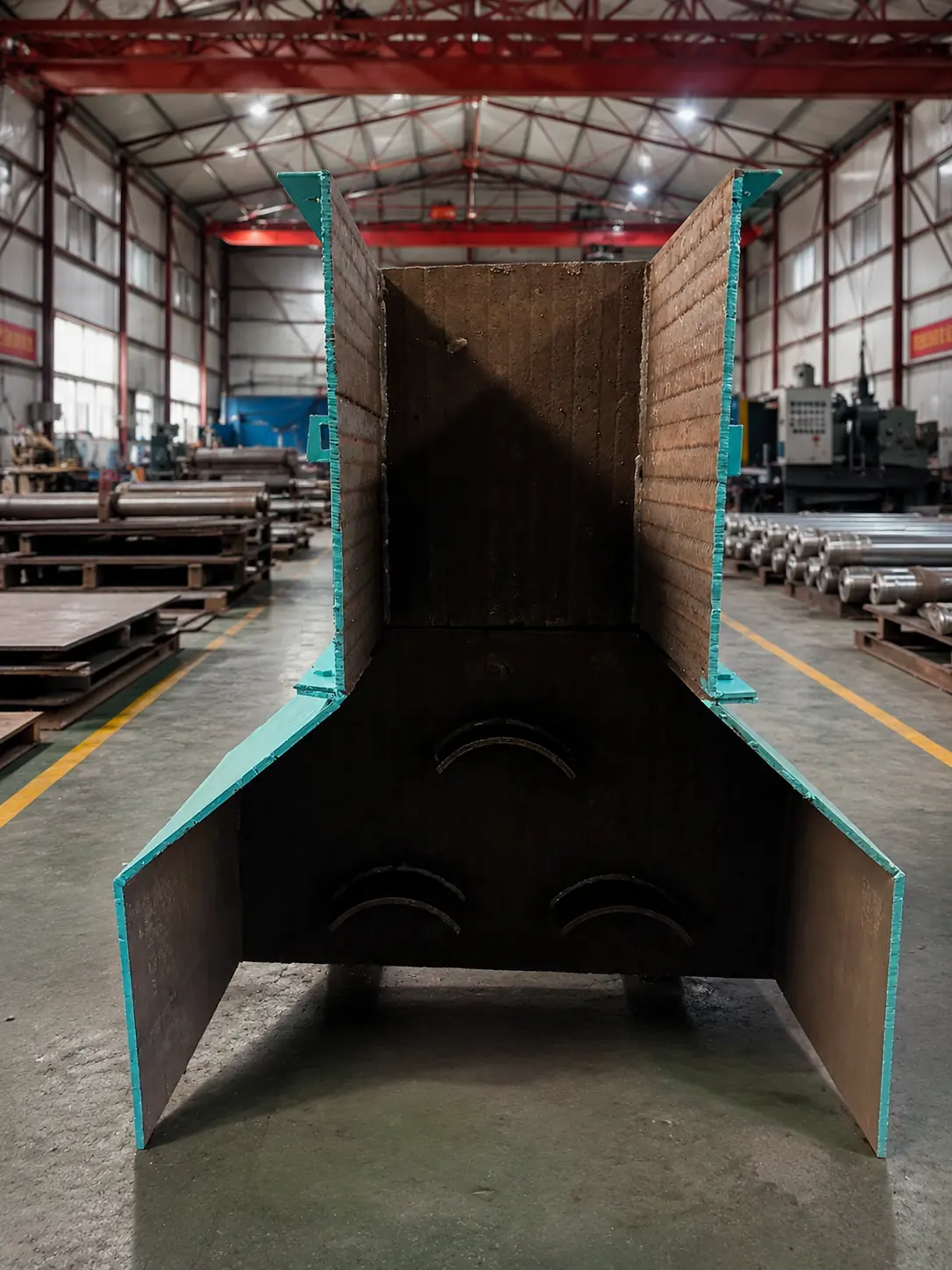
异形耐磨件定制与修复服务
针对标准件无法覆盖的异形磨损部位,依据图纸定制、现场测绘复核或旧件修复需求,进行耐磨结构设计、堆焊加工与再制造,提升易磨部位的使用寿命。
- 非标料斗与天圆地方:适用于变径、转接、落料冲刷等部位,可按现场空间和物料流向定制耐磨结构。
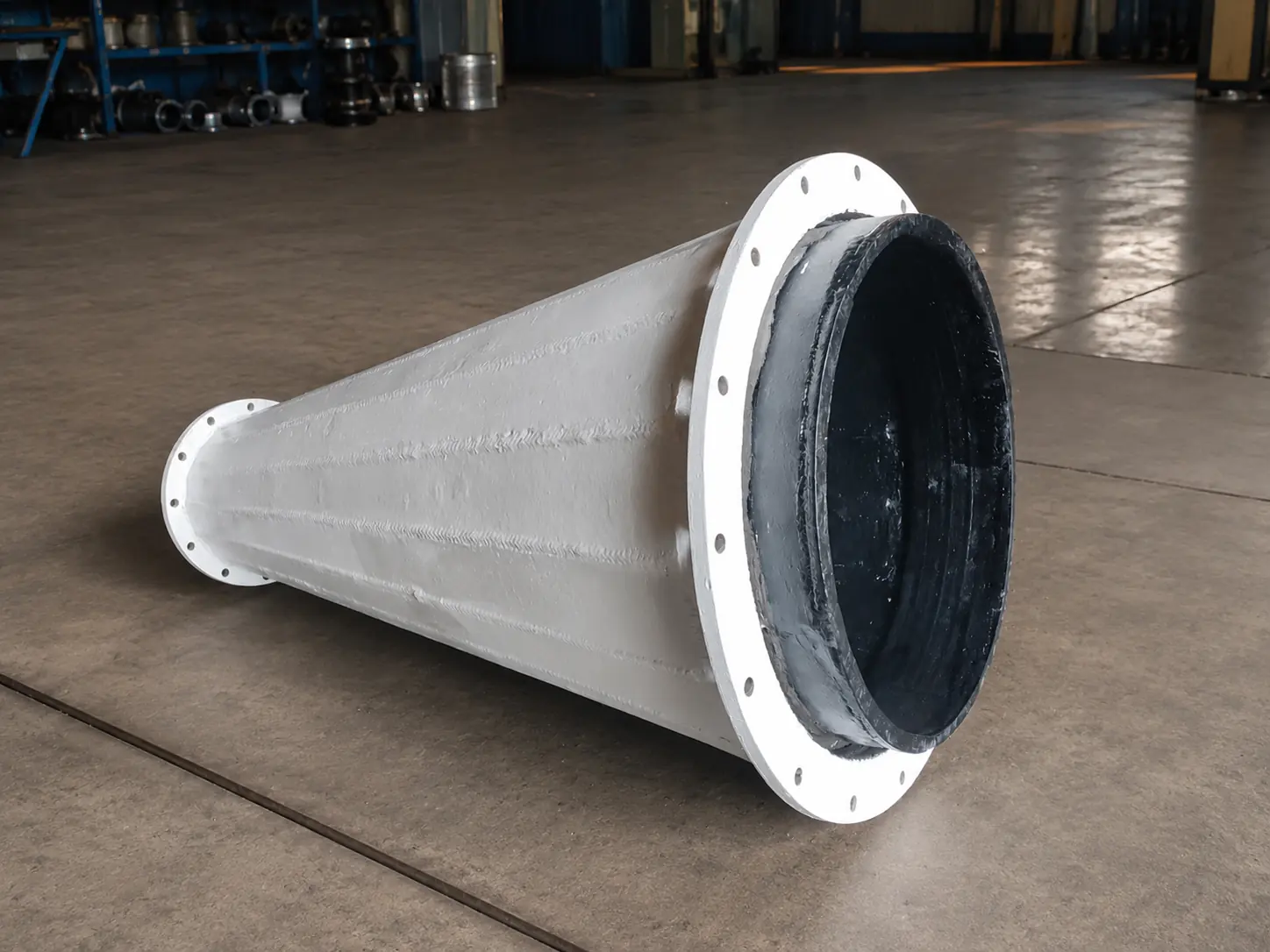
- 锥形、弧形与弯头类结构:针对转弯、收口、变径和曲面磨损区域,进行分段成型与耐磨堆焊。
- 筛板、衬板与开孔件:支持数控开孔、切割、折弯与耐磨层加工,适用于筛分、导料和防磨衬护部位。
- 叶轮与搅拌刮板修复:针对叶轮、螺旋叶片、搅拌刮板等磨损件,进行局部补焊、尺寸恢复和耐磨强化。
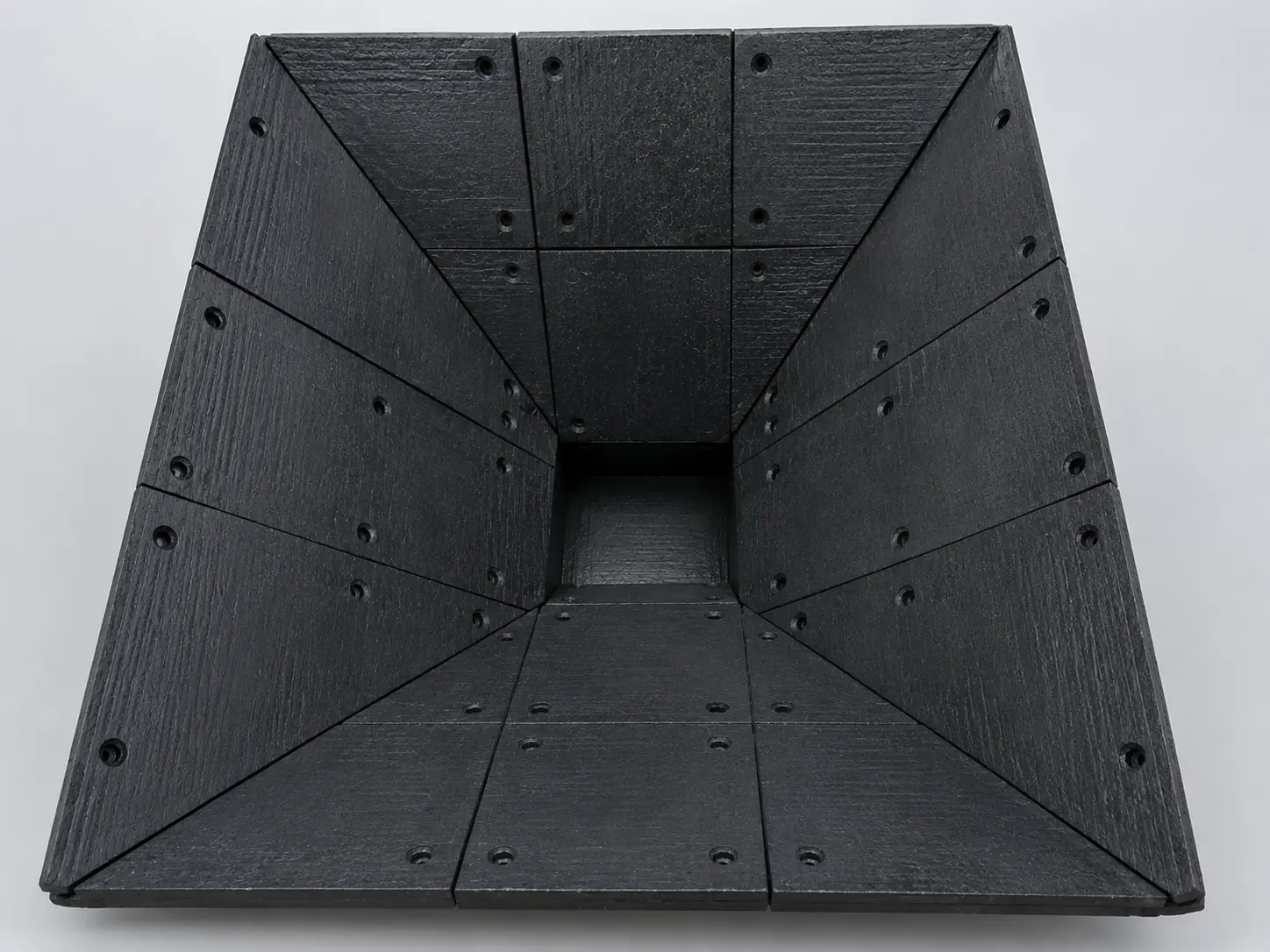
非标定制耐磨件实拍
针对非标料斗、弯头、锥形件、天圆地方、弧形衬板、筛板、叶轮及搅拌刮板等复杂结构,三金威可根据图纸、样件或现场尺寸进行耐磨设计、堆焊加工和修复再制造,提升易磨部位使用寿命。